All Activity
- Yesterday
-
 [an...] joined the community
[an...] joined the community -
[br...] joined the community
-
Hello, Have you had any luck since yesterday?
-
Just a note. Avoid missing tolerances on masked or not used characteristics. Either turn them off ( no tolerance ) or make a big one. I saw in autorun, that protocol was all green, but program icon in autorun is red. Same can be here.
-
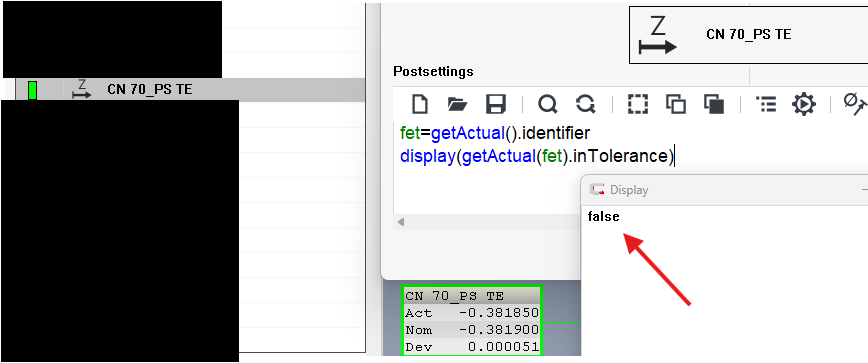
Can you use the Result element in your post settings? You should be able to Mask/mark the Result Element, so it has no effect on the report but call it in the Post settings like you call the feature. The Result Element would return True or False.
-
Version 8.0.08. I haven't done a super deep dive on it, but it seems to work on all characteristics under Form and Location, and characteristics under size is hit or miss. But X,Y,Z values seem to always be incorrect.
-
That's true, @Christian Höfer. However, if additional testing and development is necessary in order to provide a stable release, I fully support Zeiss in delaying the launch date.
-
[Cr...] joined the community
-
[Cr...] joined the community
-
[Cr...] joined the community
-
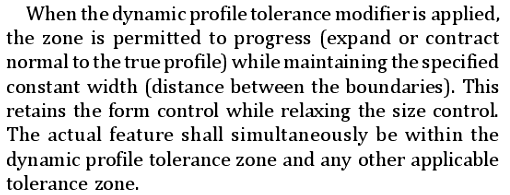
I am also trying to understand dynamic profile, but here are my thoughts: Based on the description of dynamic profile tolerance zone on page 244, I don't think it makes sense to have an unequal disposed tolerance zone. To get the result, i would use Profile with Bilateral-two results. Then report the difference between the min and max.

-
Very strange. I have never seen that happen. What version are you one? Maybe it is a bug you can report to the Zeiss support.
-

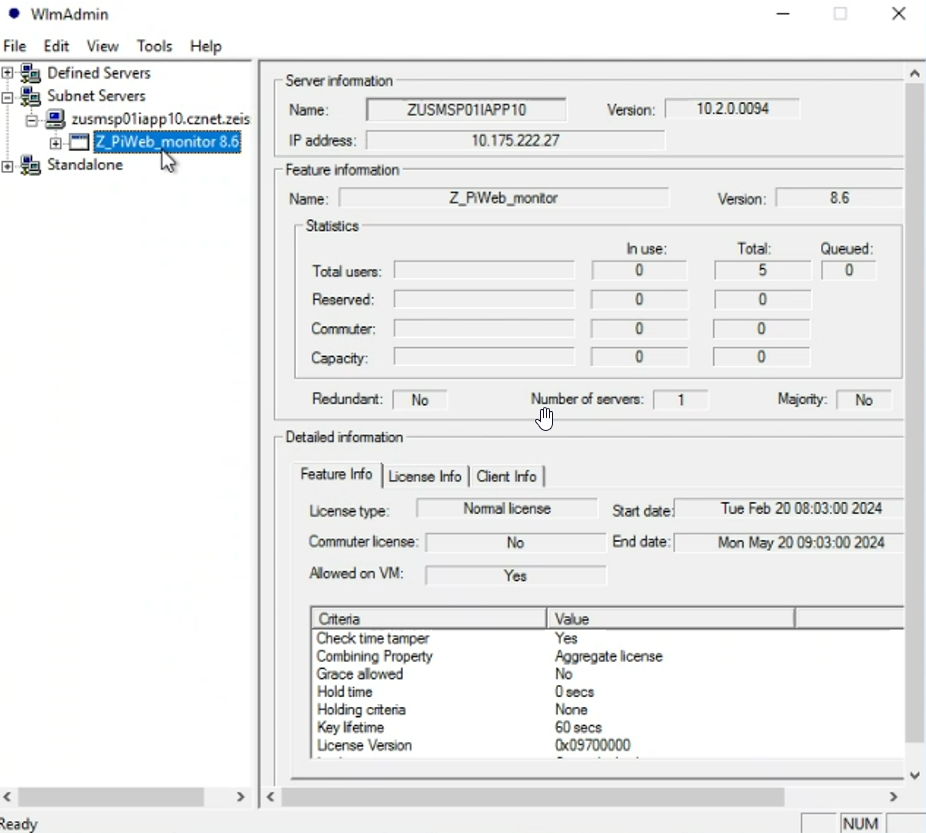
How to see who is using a floating network license in INSPECT 2025+?
[Mi...] replied to [Lu...] 's topic in General
Some updated information You can currently see what licenses you have and how many are in use through the WLMAdmin tool. Unfortunately we do not have the ability to kick an individual user. You can try to reboot the Sentinel service which might free up all the licenses but its not specific to one user.
-
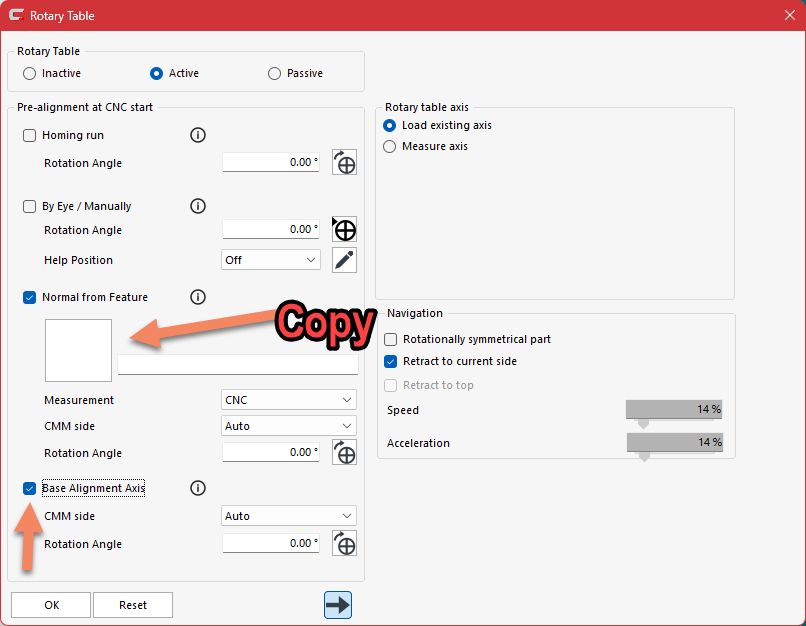
I usually select Normal from Feature and Base Alignment Axis. On the Normal from feature, I use a copy of the Planar Rotation from my base alignment.
-
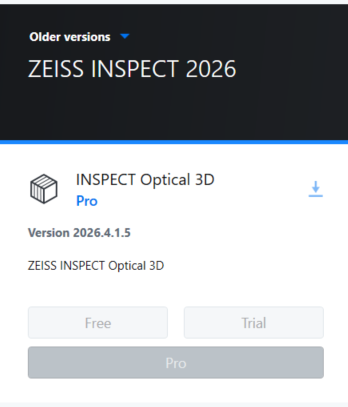
Inspect Optical 3D: Free version vs Pro Version
[Ba...] replied to [Ba...] 's topic in General Discussion
Thanks a lot. Now I found a link as below https://techguide.zeiss.com/en/zeiss-inspect-2023/article/general_inspect_license.html It says that "The free license can only be used after expiration of the 14 days trial license period. The trial license automatically turns into a free license." It is for 2023 version but probably valid for 2026 as well. I guess I need to wait until my Trial period ends. -
I posted this a while back. its an in depth cal routine that uses a lot of PCM to confirm previous probe cal data vs new cal data. Hope this helps you.
-
Technical Support Request: GOM Inspect 2022 Software Crash
[Mi...] replied to [ka...] 's topic in General
As Steven said there is unfortunately no work around. The earliest software that will work *currently* with an updated Windows 11 Machine is 2023 Service Pack 5 Patch 1. https://portal.zeiss.com/download-center/softwares/imt/software/620351[PG]/620378[P]/ -
Inspect Optical 3D: Free version vs Pro Version
[Mi...] replied to [Ba...] 's topic in General Discussion
The free version download is the same download as the pro version, it is just the software. The difference is the license you are using. This article explains how to get the free license. https://portal.zeiss.com/knowledge-base?id=3065977 The article is written for 2025, however the process can be followed for 2026 as well.
-
Inspect Optical 3D: Free version vs Pro Version
[Mi...] replied to [Ba...] 's topic in General Discussion
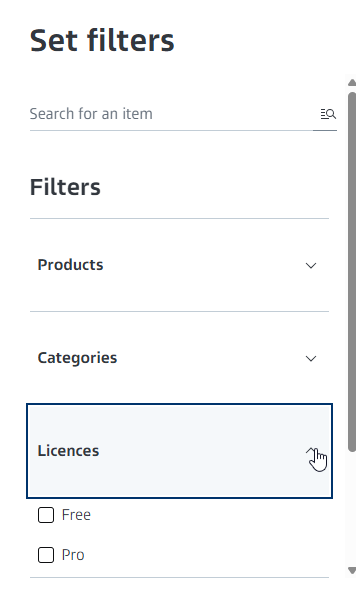
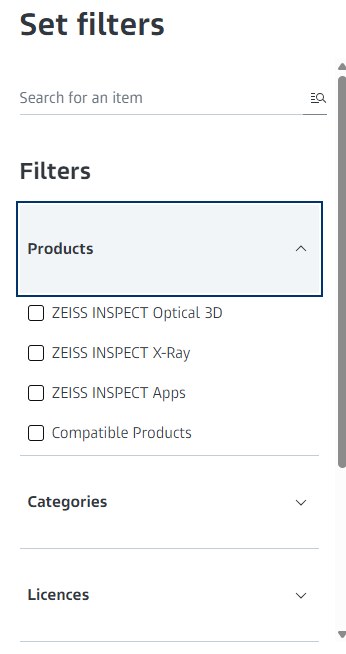
This website allows you to choose a license filter to see what options are available with the different licenses (Free VS Pro) for the different products. https://www.zeiss.com/metrology/en/software/zeiss-inspect/features.html
-
Inspect Optical 3D: Free version vs Pro Version
[Ba...] replied to [Ba...] 's topic in General Discussion
Thanks for your replies. Do you know how can I download the free version? I cant find it anywhere and Zeiss representatives in the US say they only give support for Pro versions and they dont know how to install the free version. I need to install the Free version and try that. Thanks! -
[Je...] joined the community
-
RDS VAST XXT RC-CAA precision on the new shorted head TL3
[Jo...] replied to [Lu...] 's topic in General
Yet another lifechanging tip from @Tom Oakes! That is fantastic! -
Hello, This was a bug a while back. please install the latest service pack for your version; that will correct the error.
-
Keep in mind, the formula above is for a program in Inches. If you are in MM, then see below getProbe("Stylus name", "Stylus System Name").stdProbeDev It is important you do not forget the quotes or the comma!!
-

How are “Mean distance” and “Distance standard deviation” weighted in ZEISS INSPECT surface comparison?
[Na...] replied to [Já...] 's topic in 3D Inspection & Mesh Editing
Hi János, the values are described in this article, together with the integrated distance: ZEISS Quality Tech Guide The Principles of the Surface Deviation might also be interesting. I need to have a look at surface area weighted mean later, but it is possible to use the deviations and areas. Maybe a surface defect element might be used here since it has informations about area, deviation and points. With the python API it should also be possible of course. Nanno -
[Ja...] joined the community
-
Good morning, I arrived at my facility this morning to find that one of our Duramax CMMs (C99L) controller was powered off, and will not power back on. I have verified there is power to the outlets that the machine is plugged in to. I also removed the back controller box cover on this Duramax and another. I see that on the "functioning" CMM there is an illuminated green light labeled "standby." On the CMM that will not power on the same light is NOT illuminated. Has anyone encountered this before, and have any tips on what to try to do to resolve the issue? I have opened a ticket with Zeiss, but that could be hours, days, or weeks until I hear back.
-
And you use that in the post settings of the characteristic in question? I still seem to have the same issue.
-
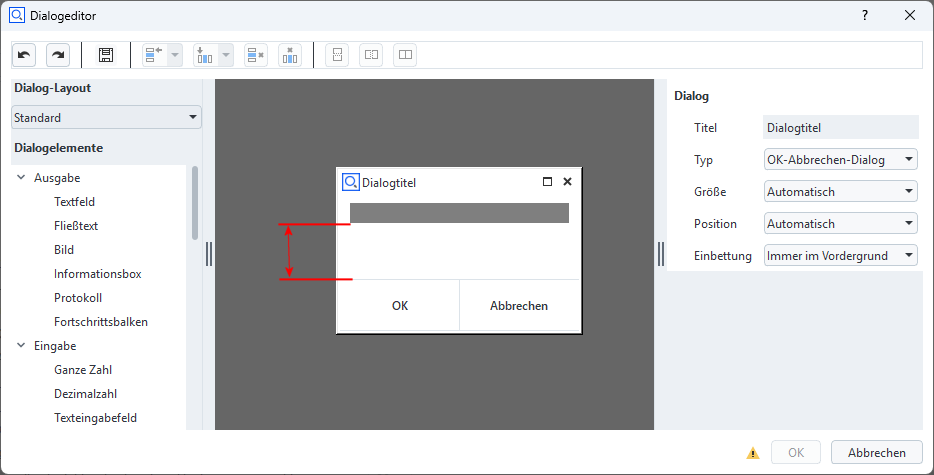
Text in Englisch siehe unten. Hallo, mit dem Dialogeditor des Skript-Editor kann man interaktiv Dialoge aufbauen. Seit der Änderung des GUI mit der Veröffentlichung von Inspect 2026 ist zwischen der letzten Zeile eines Dialogs und den Dialogbuttons ein recht großer Abstand (siehe Bild). Das Layout eines Dialogs sieht bei dessen Anzeige dann meiner Meinung nach ein wenig unprofessionell aus. Ist dieses Layout ein Bug oder ein Feature von Inspect 2026? Hello, with the dialogue editor of the script editor you can interactively build dialogues. Since the change of the GUI with the release of Inspect 2026, there is quite a large gap between the last line of a dialog and the dialog buttons (see image). In my opinion, the layout of a dialog looks a bit unprofessional when it is displayed. Is this layout a bug or a feature of Inspect 2026?
-
Any news about the release? Calypso 2025 was launched on May 5, 2025.
-
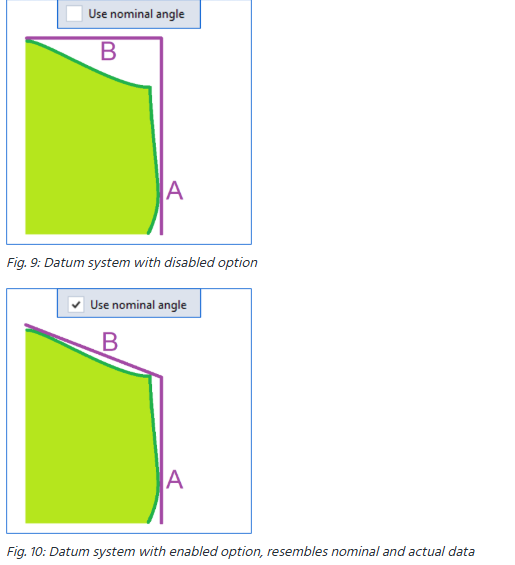
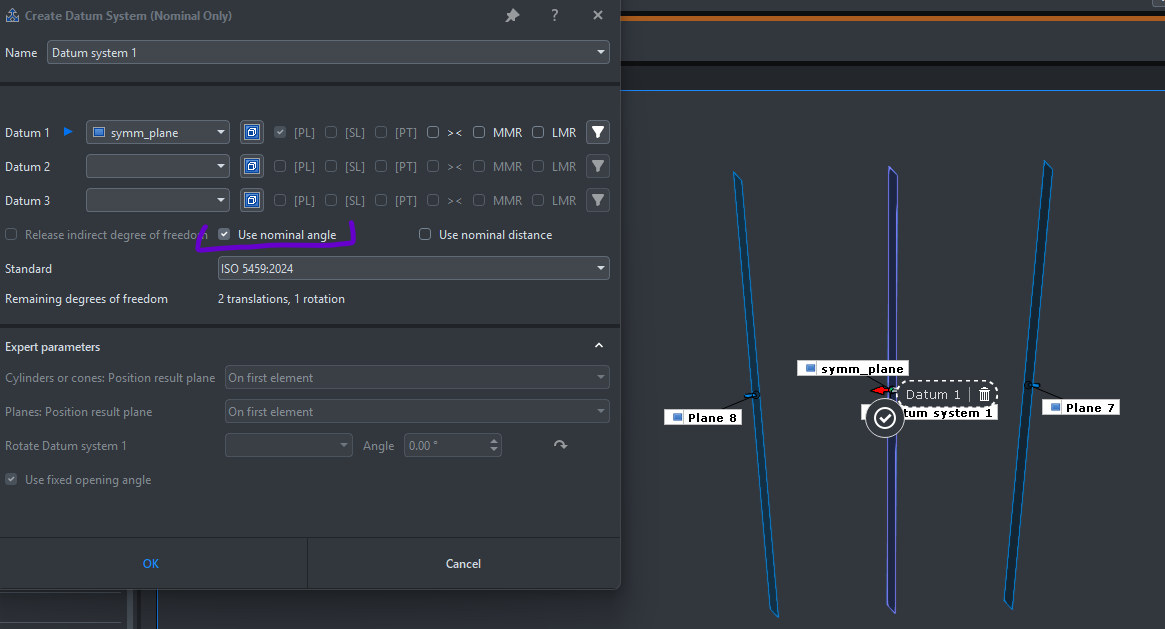
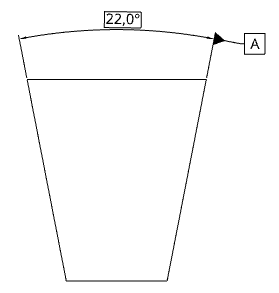
The image below would be a wedge probably, "use nominal angle" covers the case of datum elements with an angle between them: ZEISS Quality Tech Guide
-
[Th...] joined the community
-
[va...] joined the community
-
Isn't function Use nominal angle supposed to automagically solve this case?